A comprehensive guide for engineers, procurement professionals, and job shops deciding whether to machine components before or after applying protective coatings.
In the majority of manufacturing scenarios, machining components before applying coatings delivers superior adhesion, corrosion resistance, and dimensional control. The exception lies with specialized coatings designed to be finished to final dimensions post-application, such as hard chrome and HVOF (High Velocity Oxygen Fuel) coatings. When post-coating machining becomes unavoidable due to masking constraints, proper repair protocols are essential to maintain coating integrity.
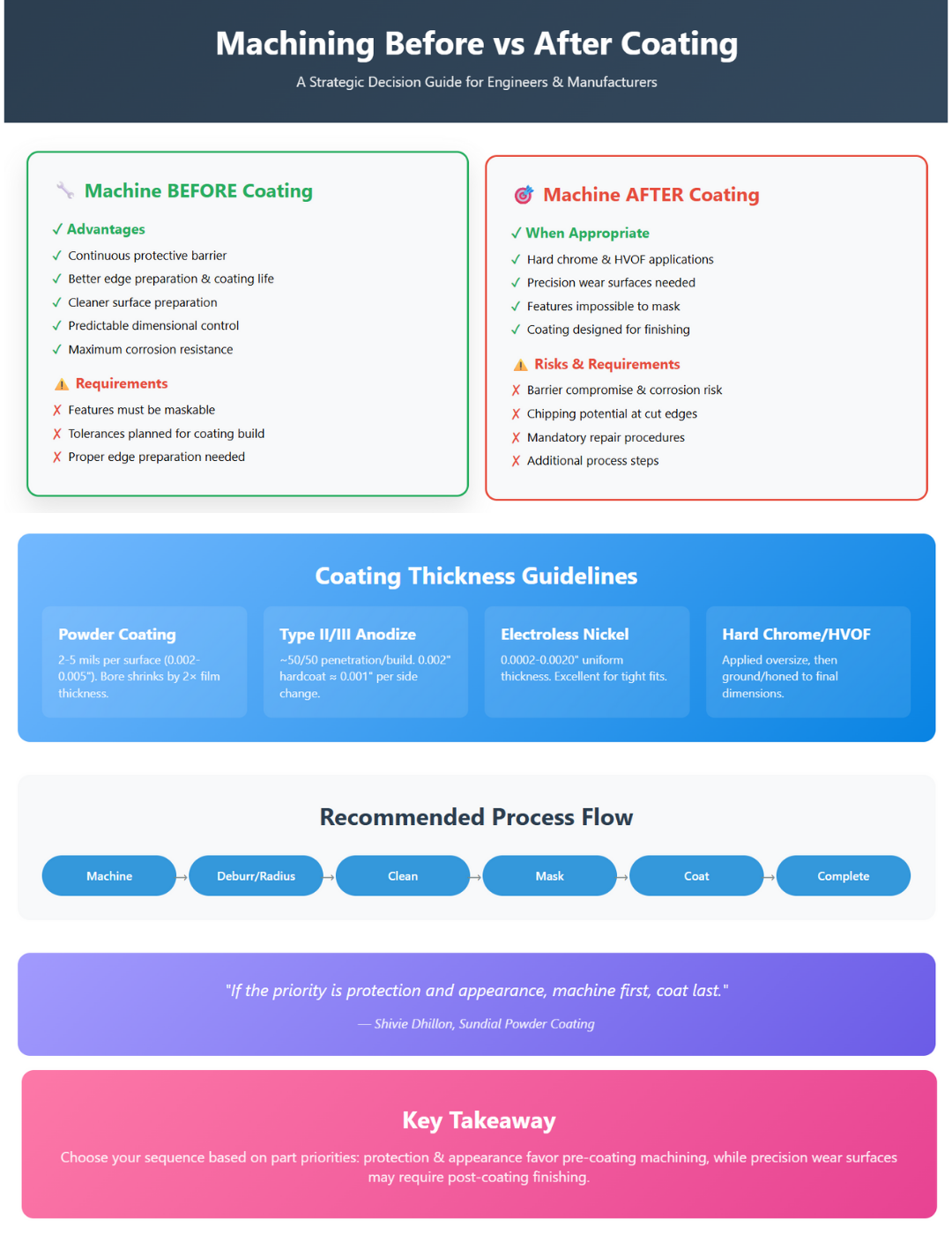
“If the priority is protection and appearance, machine first, coat last.”
– Shivie Dhillon, Sundial Powder Coating
Critical Performance Factors
1) Protection and Reliability
Advantages of Pre-Coating Machining:
Continuous Barrier Formation: Coatings applied to finished surfaces create seamless protective barriers that wrap over edges and into micro-features, providing superior moisture and corrosion resistance.
Enhanced Edge Performance: Proper edge preparation through deburring and radius addition before coating application significantly improves coating thickness retention at corners, where films naturally thin on sharp edges.
Optimal Surface Preparation: Machining first allows complete removal of cutting fluids and metallic fines before coating application. Residual contaminants, particularly silicones, are primary causes of fisheyes, crater formation, and adhesion failure in powder coating and paint systems.
Risks of Post-Coating Machining:
Barrier Compromise: Any drilling, slotting, or facing operations expose bare metal substrate, creating potential corrosion initiation points without proper repair procedures.
Mechanical Damage: Organic films (powder coatings, paints) are susceptible to chipping at freshly machined edges, while conversion coatings like anodizing are completely removed during cutting operations.
Additional Process Requirements: Post-coating machining necessitates qualified touch-up procedures, including zinc-rich repairs for galvanized surfaces, chromate or chemical film treatment for exposed aluminum, or localized re-coating for powder-coated components.
“If you have to cut after finishing, plan the repair in the process router—don’t leave it to chance.”
— Shivie Dhillon, Sundial Powder Coating
2) Dimensional Control and Assembly Fit
Pre-Coating Machining Benefits:
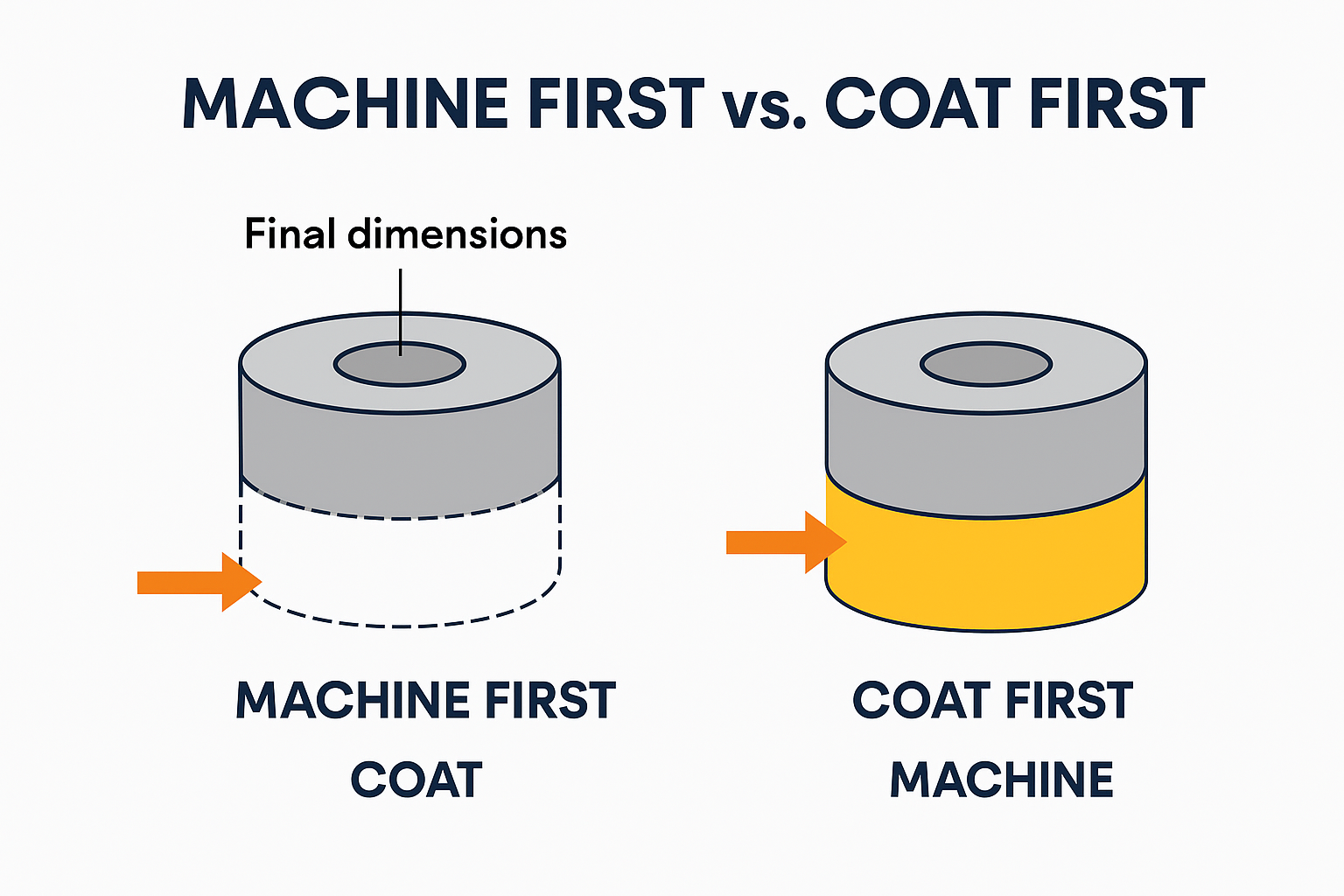
Predictable Build-Up: Components can be toleranced to accommodate coating thickness with selective masking of critical features, enabling precise dimensional control.
Simplified Planning: Internal diameters decrease and external diameters increase by coating thickness in predictable patterns, allowing straightforward CAD modeling and drawing specification compared to post-coating size correction.
Post-Coating Machining Applications:
Engineered Finishing: Certain coatings are specifically designed for oversize application followed by grinding or honing to final dimensions and surface finish requirements. This applies primarily to hard chrome, HVOF/HVAF, and select electroless nickel applications.
Process Considerations: Grinding operations on hard chrome require careful heat management to prevent micro-crack formation, while thermal spray coatings demand diamond grinding wheels and rigid machining setups.
Coating Thickness Guidelines
Powder Coating: 2-5 mils per surface (0.002-0.005″). Coated bores reduce by twice the film thickness. Example: 0.003″ coating per side results in 0.006″ bore reduction.
Type II/III Anodizing: Growth distribution approximately 50% substrate penetration, 50% surface build-up. A 0.002″ hardcoat anodizing adds approximately 0.001″ per side to external diameters while reducing internal diameters proportionally.
Electroless Nickel: 0.0002-0.0020″ thickness with exceptional uniformity, suitable for tight-tolerance fits without subsequent machining. Light polishing or honing is commonly applied.
Hard Chrome/HVOF: Typically applied oversize and finished to final dimensions through grinding or honing operations.
“Measure twice for coating: diameters change by two times the film thickness.”
– Shivie Dhillon, Sundial Powder Coating
Decision Matrix: Process Selection Guidelines
Choose Pre-Coating Machining When:
- Maximum corrosion resistance and cosmetic quality are required (powder coating, paint, Type II anodizing, zinc plating)
- Features can be practically masked (threads, bearing seats, gasket surfaces, datum bores)
- Tolerances can accommodate coating build-up, particularly for non-critical fits
Choose Post-Coating Machining When:
- The coating process specifically requires it (hard chrome or thermal spray applied oversize for subsequent finishing)
- Critical features cannot be effectively masked and require post-coating cleanup (with mandatory qualified repair procedures)
“Reserve post-coating machining for coatings designed to be finished to size—and establish appropriate grinding or honing processes.”
– Shivie Dhillon, Sundial Powder Coating
Post-Coating Machining Best Practices
When post-coating machining becomes necessary, implement these critical procedures:
Repair Planning
Powder/Paint Systems: Implement localized re-coating or approved liquid touch-up procedures. Clean and lightly abrade affected areas before repair application.
Anodized Aluminum: Apply chemical film or chromate treatment to exposed aluminum surfaces when re-anodizing is not feasible.
Zinc/Galvanized Surfaces: Utilize approved zinc-rich repair methods for all cut edges and exposed areas.
Quality Verification
Dimensional Inspection: Measure repaired areas and verify mating component fit and function.
Process Control: Employ sharp tooling, appropriate coolant systems, and correct grinding wheels (diamond wheels for HVOF applications; open-structure, well-cooled wheels for hard chrome).
“Edges left sharp are early failure sites—radius them before finishing.”
– Shivie Dhillon, Sundial Powder Coating
Engineering Specification Language
General Specifications
“Final dimensions include coating build of __ mils per surface. Mask features marked ▲. Break all edges to R ≥ 0.020″ (0.5 mm) minimum before coating application.”
Coating-Specific Notes
Powder/Paint: “No post-machining of coated surfaces permitted. If features must be accessed after coating, prepare and touch-up per approved work instruction.”
Anodizing: “Assume approximately 50/50 penetration/build ratio. Post-anodizing machining prohibited. If unavoidable, apply chemical film to exposed aluminum surfaces.”
Hard Chrome/HVOF: “Apply coating oversize by __. Grind/hone to final dimension Ra __; control coolant and wheel dressing to prevent thermal damage or surface checking.”
Zinc/Hot-Dip Galvanizing: “Repair all post-cutting or welding areas using approved zinc-rich repair methods.”
Common Implementation Pitfalls
Sharp Edge Retention: Unprocessed sharp edges result in thin film formation and premature corrosion. Implement small radius or chamfer operations before coating application.
Contamination Issues: Coolant and silicone residues cause fisheyes and adhesion failure. Eliminate silicones from coating areas and audit all process fluids and sealants.
Dimensional Miscalculation: Incorrect measurements lead to tolerance failures. Remember that diameters change by twice the film thickness; incorporate this into CAD models and manufacturing drawings.
Process Implementation Summary
Powder Coating/Paint: Machine → deburr/radius → clean → mask → coat → complete (no post-coating cutting)
Anodizing: Machine → deburr/radius → clean/deoxidize → mask critical fits → anodize → complete
Electroless Nickel: Machine → coat (uniform application) → light polish/hone if required
Hard Chrome/HVOF: Machine undersize → coat oversize → grind/hone to final dimensions
Zinc/Galvanizing: Fabricate → coat → implement zinc-rich repair for any post-coating cuts
Strategic Recommendation
Process selection should align with primary part requirements:
- For protection and appearance priority: Machine first, coat last
- For precision wear surfaces: Select coatings designed for post-application finishing (hard chrome/HVOF) and establish appropriate grinding/honing processes
“Perform the majority of machining operations before coating application—and when this isn’t possible, engineer the repair procedures into the manufacturing plan.”
– Shivie Dhillon, Sundial Powder Coating
This guide provides general recommendations for coating and machining sequence decisions. Specific applications may require additional considerations based on material properties, environmental conditions, and performance requirements. Consult with coating specialists and process engineers for application-specific guidance.