UV-cure powder coatings represent a paradigm shift in powder coating technology by decoupling the melting and crosslinking stages of the curing process. In conventional thermally cured powder coatings, heat serves a dual purpose: it melts the powder particles to form a continuous film and simultaneously initiates the chemical crosslinking reaction that develops the final film properties. This coupling means that the substrate must withstand the full cure temperature for the entire cure duration.
Innovation
UV-Cure Powder Coatings: Instant Crosslinking for Heat-Sensitive Substrates
Sundial Powder Coating·April 22, 2026·11 min
UV-cure powder coatings separate these two functions. The powder is first melted and flowed using a brief, low-temperature heating step — typically 90-120°C for 1-3 minutes — just enough to fuse the powder particles into a smooth, continuous film. The crosslinking reaction is then initiated by exposure to ultraviolet light, which activates photoinitiators in the formulation that trigger rapid free-radical or cationic polymerization. The UV crosslinking step takes only seconds, and because it is driven by light rather than heat, the substrate temperature remains low throughout the process.
Ready to Start Your Project?
From one-off customs to 15,000-part production runs — get precise pricing in 24 hours.
On This Page
The UV-Cure Revolution in Powder Coating
This two-step approach dramatically expands the range of substrates that can be powder coated. Wood, MDF, paper, cardboard, thermoplastics with low heat deflection temperatures, pre-assembled components, and temperature-sensitive electronic assemblies can all be coated with UV-cure powder systems. The technology also offers significant throughput advantages: the near-instantaneous UV cure step eliminates the long oven residence times of thermal cure, enabling line speeds that can exceed those of conventional powder coating by a factor of three to five.
Photochemistry of UV-Cure Powder Coatings
The photochemistry underlying UV-cure powder coatings involves two primary mechanisms: free-radical polymerization and cationic polymerization. Free-radical systems use photoinitiators — typically Type I cleavage initiators such as acylphosphine oxides or alpha-hydroxyketones — that absorb UV light and fragment into reactive radical species. These radicals initiate chain polymerization of unsaturated functional groups, primarily acrylate or methacrylate groups, on the resin backbone, creating a densely crosslinked network within seconds of UV exposure.
Cationic UV-cure systems use onium salt photoinitiators — typically diaryliodonium or triarylsulfonium salts — that generate strong acid species upon UV irradiation. These acids catalyze ring-opening polymerization of epoxy or oxetane functional groups on the resin, forming a crosslinked network through ether linkages. Cationic systems offer the advantage of dark cure — the acid catalyst continues to drive crosslinking after UV exposure ends, ensuring complete cure even in shadowed areas that receive limited direct UV irradiation.
Hybrid systems combining both free-radical and cationic mechanisms in a single formulation provide the fastest surface cure from the radical mechanism with the through-cure reliability of the cationic mechanism. The resin architecture for UV-cure powder coatings is typically based on unsaturated polyesters, acrylated polyesters, or epoxy-acrylate hybrids with molecular weights and glass transition temperatures optimized for powder processing — high enough to prevent sintering during storage, yet low enough to enable melt flow at the reduced temperatures used in the melting step.
Application to Wood and MDF Substrates
Wood and MDF finishing is the largest commercial application for UV-cure powder coatings, driven by the furniture, kitchen cabinet, office furniture, and retail fixture industries. These substrates benefit enormously from powder coating's environmental advantages — zero VOC emissions, near-complete material utilization, and elimination of solvent handling — but cannot tolerate the 160-200°C temperatures of conventional thermal cure.
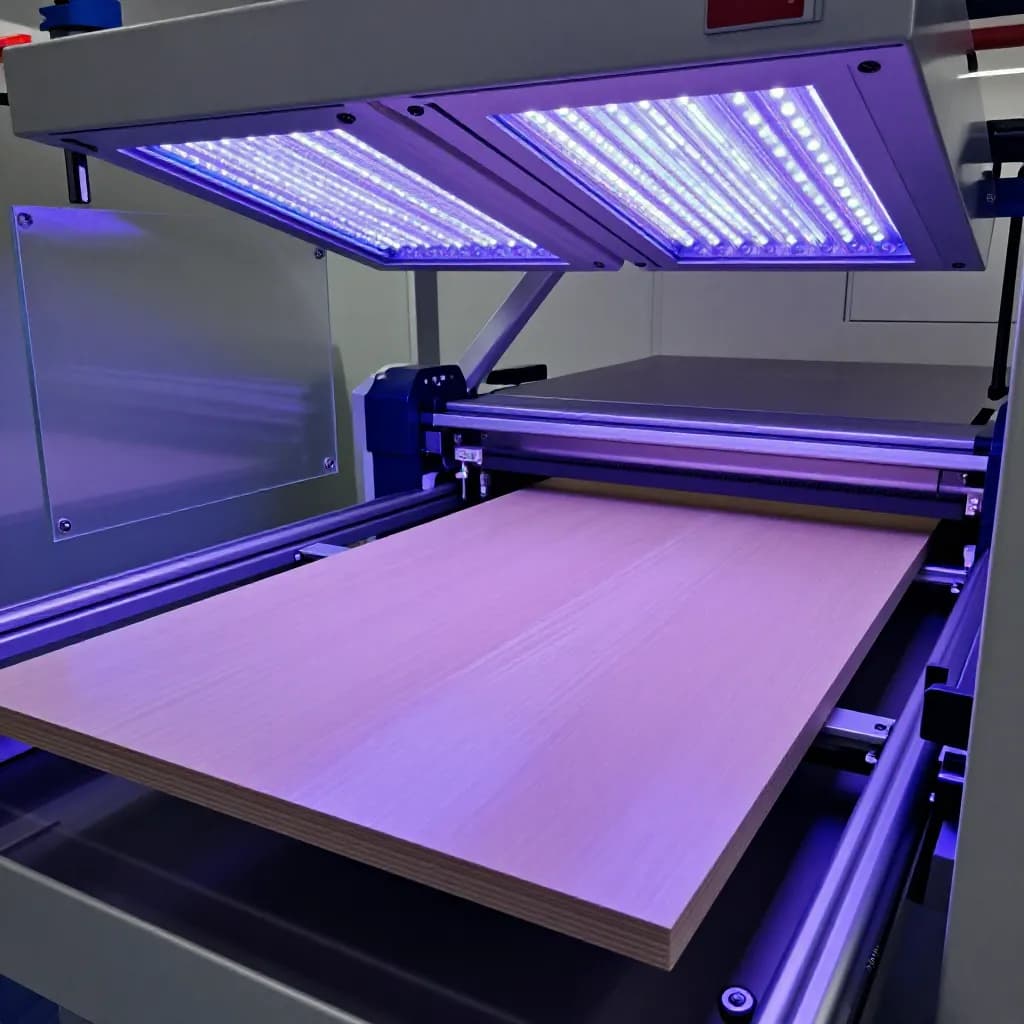
The UV-cure powder coating process for MDF typically begins with substrate conditioning to achieve optimal moisture content of 4-6%. The panels are then preheated using infrared lamps to 80-100°C to improve powder adhesion and promote initial particle fusion. Powder is applied electrostatically, with substrate conductivity enhanced by the moisture content and preheating. The coated panels pass through a short infrared oven zone at 100-120°C for 1-3 minutes to melt and flow the powder into a smooth film. Finally, the panels pass under UV lamp arrays — typically medium-pressure mercury or LED UV sources — for 2-10 seconds of UV exposure that initiates crosslinking.
The resulting finish on MDF is exceptional: smooth, uniform, and free of the orange peel, sag, and drip defects that can affect liquid paint on vertical surfaces. Film thicknesses of 60-100 microns are achieved in a single coat, providing excellent coverage, edge protection, and mechanical durability. The finish quality rivals or exceeds that of multi-coat liquid lacquer systems, with the added benefits of superior chemical resistance, scratch resistance, and environmental performance. For flat panel applications such as cabinet doors and drawer fronts, UV-cure powder coating has become the technology of choice for manufacturers seeking premium finish quality with minimal environmental impact.
Plastics and Heat-Sensitive Assembly Coating
Beyond wood substrates, UV-cure powder coatings enable powder finishing of thermoplastic components that would deform or degrade under conventional cure temperatures. Automotive interior trim, consumer electronics housings, sporting goods, and medical device enclosures made from ABS, polycarbonate, polyamide, and other engineering plastics can be powder coated using UV-cure technology with substrate temperatures never exceeding 100-120°C during the brief melt step.
The process for plastic substrates requires careful attention to surface preparation and powder adhesion. Plasma treatment or flame treatment activates the plastic surface, improving wettability and adhesion. Conductive primers or conductive additives in the plastic compound facilitate electrostatic powder deposition. The melt step must be precisely controlled to achieve adequate flow without substrate distortion — infrared heating is preferred over convection because it heats the coating film preferentially while minimizing heat transfer to the substrate bulk.
Pre-assembled components containing heat-sensitive elements — adhesives, gaskets, electronic components, labels, or lubricants — represent another compelling application. Conventional powder coating of assemblies is impossible because the cure temperature would damage these elements. UV-cure powder coatings allow the assembly to be coated and cured with minimal thermal exposure, eliminating the need to coat components individually before assembly. This can simplify manufacturing workflows, reduce handling, and improve coating coverage on assembled joints and interfaces that would be difficult to coat on individual parts.
Throughput and Production Efficiency Advantages
The production efficiency gains from UV-cure powder coatings are substantial and often represent the primary economic justification for technology adoption, even on substrates that could tolerate conventional thermal cure. The near-instantaneous UV crosslinking step — typically 2-10 seconds — replaces the 10-20 minute thermal cure cycle of conventional systems, enabling dramatically higher line speeds and throughput.
A conventional powder coating line operating at 3-5 meters per minute through a 20-meter curing oven can be replaced by a UV-cure line operating at 10-20 meters per minute through a compact melt zone and UV lamp array occupying a fraction of the floor space. The reduced oven length also means lower capital investment for new installations and the possibility of retrofitting UV-cure capability into existing facilities with limited floor space.
Energy consumption per coated part is significantly lower with UV-cure systems. The brief, low-temperature melt step consumes far less energy than a full thermal cure cycle, and UV lamp energy consumption is modest — particularly with modern LED UV sources that offer instant on-off capability, eliminating the warm-up energy waste of conventional mercury arc lamps. LED UV sources also provide longer lamp life, lower heat output, and more consistent UV intensity over time, further improving process economics. The combination of higher throughput, lower energy consumption, smaller equipment footprint, and reduced work-in-progress inventory makes UV-cure powder coating an increasingly attractive option for high-volume manufacturing operations.
Challenges and Limitations of UV-Cure Technology
Despite its advantages, UV-cure powder coating technology has limitations that must be understood for successful implementation. The most fundamental limitation is the line-of-sight nature of UV light. UV radiation travels in straight lines and cannot penetrate around corners, into recesses, or through opaque materials. This means that UV-cure powder coatings are best suited to flat or gently curved surfaces where the UV lamps can illuminate the entire coated area uniformly. Complex three-dimensional parts with deep recesses, internal cavities, or shadowed areas may not achieve complete cure in all locations.
Cationic UV-cure systems partially address this limitation through their dark cure capability — the acid catalyst generated by UV exposure continues to drive crosslinking in shadowed areas after the part exits the UV zone. However, the degree of dark cure is limited, and heavily shadowed areas may still be undercured. Rotating or repositioning parts during UV exposure, using multiple UV lamp arrays at different angles, and designing parts with UV-cure compatibility in mind can mitigate shadow cure issues.
Color and opacity present additional challenges. Heavily pigmented coatings, particularly dark colors and those containing UV-absorbing pigments such as carbon black and certain iron oxides, can attenuate UV light before it penetrates the full film thickness, resulting in undercure at the coating-substrate interface. Formulation strategies including the use of long-wavelength photoinitiators, higher UV intensity, and optimized pigment selection can address this issue, but the color range for UV-cure powder coatings remains somewhat more restricted than for thermal cure systems, particularly at higher film thicknesses.
Market Growth and Future Developments
The UV-cure powder coating market is experiencing strong growth, driven by expanding applications in furniture, building products, automotive components, and packaging. Industry analysts project double-digit annual growth rates for UV-cure powder coatings over the coming decade, outpacing the already healthy growth of the broader powder coating market.
LED UV curing technology is the most significant recent development, offering advantages over traditional mercury arc lamps including instant on-off operation, longer lamp life exceeding 20,000 hours, lower heat output, narrower emission spectra that can be matched to specific photoinitiator absorption peaks, and elimination of mercury disposal concerns. LED UV sources are available at 365 nm, 385 nm, 395 nm, and 405 nm wavelengths, with 395 nm emerging as the most versatile option for powder coating applications. The declining cost and increasing power of LED UV sources is accelerating adoption of UV-cure powder coating technology.
Future developments include dual-cure systems that combine UV crosslinking with a secondary thermal or moisture-cure mechanism to address shadow cure limitations on complex parts. Near-infrared initiated cure systems that use longer wavelengths with better penetration through pigmented films are under development. And the integration of UV-cure powder coating with digital printing technology — where UV-cure powder provides the base coat and digital inkjet printing adds decoration — is creating new possibilities for mass customization of coated products. The convergence of UV-cure chemistry, LED light sources, and digital manufacturing is positioning UV-cure powder coating as a cornerstone technology for next-generation surface finishing.
Frequently Asked Questions
How fast do UV-cure powder coatings cure?
The UV crosslinking step takes only 2-10 seconds, making it essentially instantaneous compared to the 10-20 minute thermal cure cycle of conventional powder coatings. The total process time including the melt step is typically 2-5 minutes, still significantly faster than conventional thermal cure.
Can UV-cure powder coatings be used on 3D parts?
UV-cure powder coatings work best on flat or gently curved surfaces due to the line-of-sight nature of UV light. Complex 3D parts with deep recesses or shadowed areas may not achieve complete cure in all locations. Cationic UV-cure systems with dark cure capability, multiple UV lamp angles, and part rotation can extend the technology to moderately complex geometries.
Are UV-cure powder coatings available in all colors?
UV-cure powder coatings are available in a wide range of colors, but heavily pigmented dark colors and those containing UV-absorbing pigments can be challenging because they attenuate UV light penetration. Light and medium colors, metallics, and clear coats work well. Formulation advances with long-wavelength photoinitiators are expanding the achievable color range.
What substrates can be coated with UV-cure powder?
UV-cure powder coatings can be applied to any substrate that can tolerate the brief 90-120°C melt step, including MDF, engineered wood, many thermoplastics, composites, paper-based materials, and pre-assembled components. Metal substrates can also benefit from the faster throughput and lower energy consumption of UV-cure technology.
How does the cost of UV-cure compare to conventional powder coating?
UV-cure powder coating materials are typically more expensive per kilogram than conventional thermal cure powders due to the specialized resin and photoinitiator chemistry. However, the total applied cost can be lower due to higher throughput, lower energy consumption, smaller equipment footprint, and reduced work-in-progress inventory. The economic case is strongest for high-volume production of flat or simple-geometry parts.
Ready to Start Your Project?
From one-off customs to 15,000-part production runs — get precise pricing in 24 hours.