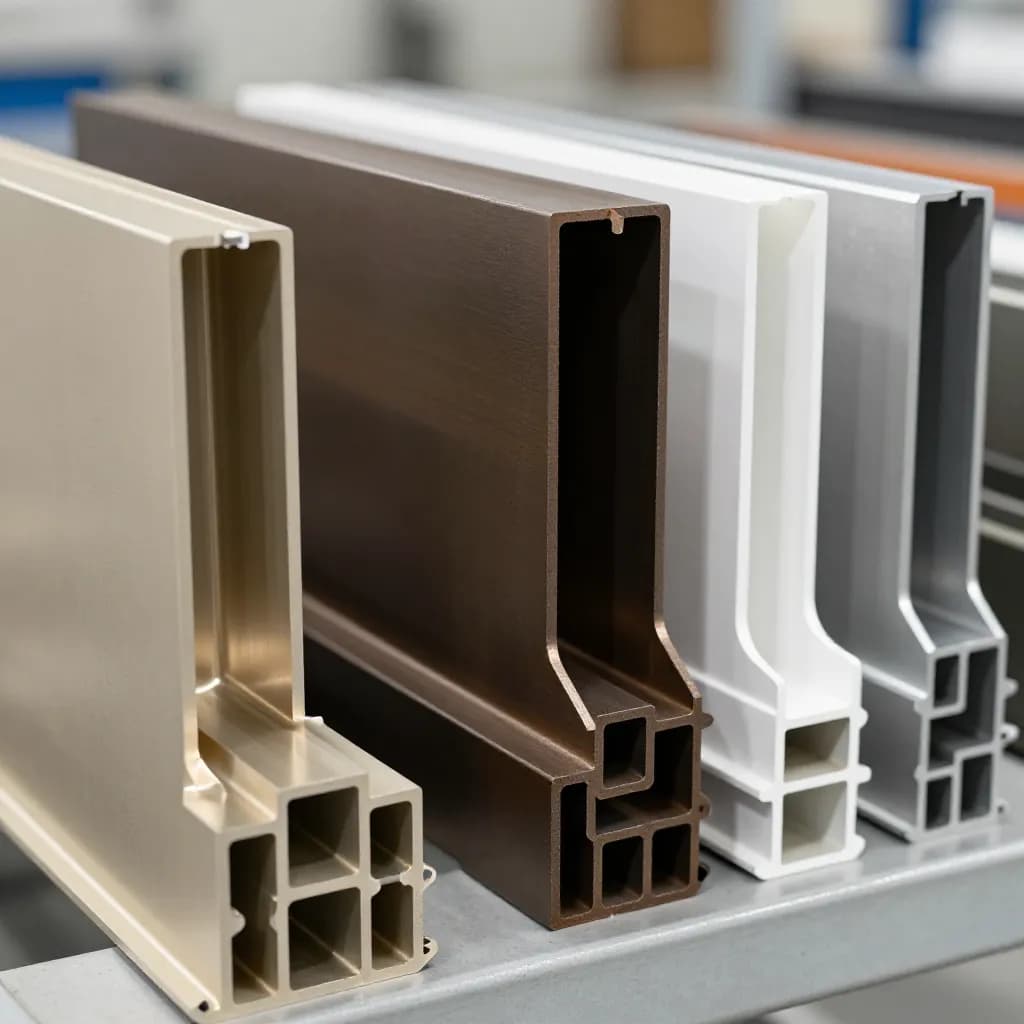
Aluminum extrusions are among the most important substrates in the powder coating industry, particularly in the architectural sector where they form the basis of window frames, curtain wall systems, door profiles, cladding panels, solar shading elements, and balustrade systems. The extrusion process forces heated aluminum alloy through a shaped die to produce profiles with complex cross-sections — channels, tubes, T-sections, and custom shapes — that would be difficult or impossible to achieve through other forming methods. The resulting profiles combine light weight, corrosion resistance, and dimensional precision with virtually unlimited design freedom.
Technical
Powder Coating Aluminum Extrusions: Architectural Finishing, Qualicoat, and Faraday Cage Solutions
Sundial Powder Coating·April 22, 2026·15 min
The dominant alloy for architectural extrusions is 6063-T5 (AlMgSi0.5), chosen for its excellent extrudability, good surface finish, adequate mechanical strength, and favorable response to anodizing and powder coating. Alloy 6060 is a European equivalent with slightly lower strength. For structural applications requiring higher strength, 6061-T6 and 6082-T6 are specified, though their coarser grain structure can produce a less smooth surface finish after coating. The alloy and temper designation affects not only mechanical properties but also surface chemistry, oxide layer characteristics, and pretreatment response — factors that directly influence coating adhesion and durability.
Ready to Start Your Project?
From one-off customs to 15,000-part production runs — get precise pricing in 24 hours.
On This Page
Aluminum Extrusions in Architecture and Industry
The global market for powder-coated aluminum extrusions is driven by construction activity, energy efficiency regulations (which promote high-performance window systems), and the ongoing replacement of liquid paint with powder coating for environmental reasons. Quality certification systems — Qualicoat in Europe, AAMA in North America, and GSB International — set rigorous standards for the entire coating process, from pretreatment through final inspection, ensuring that powder-coated architectural aluminum delivers consistent, long-term performance.
Chromate-Free Pretreatment for Aluminum Extrusions
The transition from chromate-based to chromate-free pretreatment is one of the most significant developments in architectural aluminum finishing. Hexavalent chromium conversion coatings provided excellent corrosion resistance and coating adhesion for decades, but their carcinogenic properties have led to progressive regulatory restriction under REACH, RoHS, and equivalent regulations worldwide. The powder coating industry has responded with a range of chromate-free alternatives that deliver comparable or superior performance.
Chromate-free pretreatment systems for aluminum extrusions fall into several categories. Titanium/zirconium-based conversion coatings (often called 'no-rinse' or 'thin-film' systems) deposit a nano-scale oxide layer that provides adhesion promotion and corrosion resistance with minimal waste generation. These systems operate at ambient or slightly elevated temperatures, use less water than traditional multi-stage processes, and generate no heavy metal sludge. They have been widely adopted for architectural applications and are approved by Qualicoat and other certification bodies.
Multi-stage chromate-free processes incorporating alkaline cleaning, acid etching, and chromium(III)-based or organic acid-based conversion coatings represent the highest-performance chromate-free option. The acid etch stage — typically using a sulfuric-hydrofluoric acid mixture or a proprietary non-chrome etchant — removes the natural aluminum oxide layer and a thin layer of surface metal, creating a micro-roughened surface with enhanced adhesion characteristics. The conversion coating stage deposits a protective layer that inhibits corrosion and provides chemical bonding sites for the powder coating. Qualicoat Seaside certification, required for coastal and marine environments, demands the highest level of pretreatment performance and has been achieved by several chromate-free systems through extensive testing and field validation.
Qualicoat Certification Requirements
Qualicoat is the international quality label for powder and liquid coated aluminum, administered by a network of national licensees across Europe and beyond. Qualicoat certification is the de facto requirement for architectural aluminum finishing in most European markets and is increasingly recognized globally. The specification defines requirements for the entire coating process — pretreatment, powder quality, application, cure, and finished product testing — and is enforced through regular third-party audits and testing.
Qualicoat defines three main classes for powder coatings. Class 1 is the standard specification for general architectural use, requiring a minimum film thickness of 60 micrometers, cross-hatch adhesion classification 0 per ISO 2409, and 1000 hours of acetic acid salt spray resistance per ISO 9227. Class 2 is the high-durability specification for demanding environments, requiring enhanced weathering resistance demonstrated by 2000 hours of artificial weathering per ISO 16474-2 with limited gloss and color change. Class 3, the most demanding, requires 3000 hours of artificial weathering and is specified for extreme UV and weather exposure.
Beyond the standard classes, Qualicoat Seaside certification addresses the specific challenges of coastal and marine environments where salt-laden air accelerates corrosion. Seaside certification requires enhanced pretreatment (typically multi-stage with acid etch and high-performance conversion coating), increased film thickness (minimum 80 micrometers), and extended corrosion testing including 3000 hours of acetic acid salt spray. The pretreatment system must be specifically approved for Seaside use through a rigorous qualification process. Qualicoat also certifies powder coating materials, requiring manufacturers to submit their products for independent testing and approval before they can be used by licensed applicators.
The Faraday Cage Effect in Extruded Profiles
The Faraday cage effect is one of the most significant application challenges when powder coating aluminum extrusions, particularly for complex architectural profiles with deep channels, internal cavities, and recessed features. The effect occurs because electrostatic field lines — which guide charged powder particles toward the grounded workpiece — cannot penetrate into enclosed or semi-enclosed spaces. The electric field wraps around the outside of the profile, leaving internal surfaces and deep recesses with little or no electrostatic attraction for the powder particles.
The practical consequence is thin or absent coating in channels, grooves, and internal corners of extruded profiles — precisely the areas where moisture collects and corrosion is most likely to initiate. A window frame profile, for example, may have excellent coating coverage on its external faces but dangerously thin or missing coating in the drainage channels and gasket grooves that are critical for long-term performance. This is not merely an aesthetic concern — it is a durability and warranty issue that has caused significant field failures in architectural installations.
Several strategies address the Faraday cage effect on extrusions. Tribo-charging guns, which impart charge through friction rather than corona discharge, produce a more uniform electrostatic field that penetrates recesses more effectively than corona guns. The absence of free ions (which cause back-ionization in corona systems) also improves coating quality in confined spaces. Many architectural coating lines use tribo guns specifically for the internal and recessed areas of profiles, with corona guns handling the external flat surfaces. Gun positioning and angle are critical — directing the spray into channels and recesses rather than across them significantly improves penetration. Automated reciprocating systems with programmable gun positions can be optimized for specific profile geometries.
Profile Complexity and Coating Uniformity
Aluminum extrusion profiles range from simple flat bars and angles to highly complex multi-cavity sections with wall thicknesses as thin as 1.0-1.5 mm and overall dimensions exceeding 300 mm. This geometric complexity creates coating challenges beyond the Faraday cage effect — sharp edges, thin walls, thermal mass variations, and hanging orientation all affect coating uniformity and quality.
Sharp edges on extruded profiles cause powder to thin during the melt and flow phase of cure. Surface tension in the molten powder draws it away from sharp edges toward flat surfaces, resulting in reduced film thickness at edges that can be 30-50% thinner than adjacent flat areas. Since edges are the most vulnerable points for corrosion initiation and mechanical damage, this thinning is a significant durability concern. Qualicoat addresses this by requiring minimum edge film thickness measurements as part of the quality control protocol. Profile designers can mitigate edge thinning by specifying minimum edge radii of 0.3-0.5 mm on all external edges — a small design change that significantly improves coating coverage.
Thermal mass variation across a complex profile affects cure uniformity. Thick sections (such as structural webs) absorb more heat and take longer to reach cure temperature than thin sections (such as decorative fins or snap-fit features). If the oven is set to cure the thickest section, thin sections may over-cure, causing yellowing, gloss change, or embrittlement. Conversely, optimizing for thin sections may leave thick sections under-cured. Oven profiling with multiple thermocouples attached to different sections of the profile is essential for establishing cure parameters that achieve full cure throughout without over-curing any section. Infrared boost zones at the oven entrance can accelerate initial heating of thick sections, reducing the temperature differential across the profile.
Hanging, Racking, and Line Design
The hanging and racking of aluminum extrusions for powder coating is a specialized discipline that directly affects coating quality, production efficiency, and cost. Extrusions are typically hung vertically from overhead conveyors using hooks, clips, or custom fixtures that grip the profile at specific points. The hanging method must provide reliable electrical grounding (essential for electrostatic powder deposition), support the profile without distortion (aluminum softens at cure temperatures), and minimize contact marks that create uncoated areas on the finished product.
Hanging density — the number of profiles per linear meter of conveyor — determines production throughput and must be balanced against coating quality. Profiles hung too closely together create mutual Faraday cage effects, where adjacent profiles shield each other's internal surfaces from the electrostatic field. Minimum spacing of 80-120 mm between profiles is typical for architectural coating lines, though optimal spacing depends on profile geometry and the specific gun configuration. Automated spacing systems that adjust profile pitch based on cross-section width can optimize throughput without compromising coating quality.
Line design for aluminum extrusion coating typically follows a continuous conveyor layout with sequential process zones: loading, pretreatment (spray tunnel or immersion), dry-off oven, cooling zone, powder application booth, cure oven, cooling zone, and unloading/inspection. Line speeds of 1.5-4.0 meters per minute are typical for architectural quality coating, with the pretreatment and cure oven lengths sized to provide adequate dwell time at the design line speed. Vertical hanging orientation is standard because it allows profiles up to 7 meters long to be processed efficiently, provides natural drainage during pretreatment, and enables gravity-assisted powder collection in the booth. Some specialized lines use horizontal orientation for short profiles or specific geometries that benefit from horizontal powder application.
Color Matching and Batch Consistency
Color consistency is a critical quality parameter for architectural aluminum extrusions because multiple profiles from different production batches are often assembled side by side in a building facade, where even slight color differences are immediately visible. Achieving consistent color across batches, production runs, and even different coating lines requires rigorous control of powder quality, application parameters, and cure conditions.
Powder quality control begins with incoming inspection of each powder batch. Color measurement using a spectrophotometer per ISO 11664 provides objective data on color coordinates (L*, a*, b*) and color difference (ΔE*) relative to the approved standard. Qualicoat requires that the color difference between the production batch and the approved standard does not exceed ΔE* = 1.0 for solid colors, which is at the threshold of visual perception for most observers. Metallic and special-effect colors require tighter control because their appearance is more sensitive to application parameters and viewing angle.
Application parameters that affect color include film thickness (thicker films appear darker and more saturated), electrostatic voltage (which affects powder orientation for metallic colors), and cure temperature and time (over-cure causes yellowing and color shift). Standardizing these parameters within narrow tolerances — film thickness ±10 micrometers, cure temperature ±5°C — is essential for batch-to-batch consistency. Production color checks should be performed at the start of each batch and at regular intervals during production, using both instrumental measurement and visual comparison under standardized lighting (D65 daylight equivalent). Retained samples from each production batch provide a reference for future matching and warranty claims.
Frequently Asked Questions
What is Qualicoat certification for powder-coated aluminum?
Qualicoat is the international quality label for coated aluminum, defining requirements for pretreatment, powder quality, application, and testing. Class 1 requires 60 micrometer minimum thickness and 1000 hours salt spray resistance. Class 2 adds enhanced weathering resistance (2000 hours). Class 3 requires 3000 hours weathering. Qualicoat Seaside addresses coastal environments with additional corrosion testing requirements.
How do you solve the Faraday cage effect on aluminum extrusions?
Use tribo-charging guns for internal and recessed areas (they penetrate better than corona guns), optimize gun positioning to direct spray into channels rather than across them, use programmable reciprocating systems for specific profile geometries, and consider increasing powder charge or reducing air velocity for deep recesses. Some applicators use manual touch-up guns for critical internal areas.
What chromate-free pretreatment works for architectural aluminum?
Titanium/zirconium nano-ceramic conversion coatings are the most widely adopted chromate-free option, operating at ambient temperature with minimal waste. Multi-stage systems with acid etch and chromium(III) conversion coating provide the highest performance. Both types are Qualicoat-approved, including for Seaside certification in coastal environments.
Why does powder coating thin at the edges of aluminum extrusions?
Surface tension in the molten powder during cure draws it away from sharp edges toward flat surfaces, reducing edge film thickness by 30-50%. This is mitigated by specifying minimum edge radii of 0.3-0.5 mm on profile designs, using powders formulated for improved edge coverage, and applying heavier initial coats to compensate for edge pull-back.
How long does powder coating last on architectural aluminum extrusions?
Qualicoat Class 1 coatings are designed for 15-20 years of service. Class 2 coatings provide 20-25 years, and Class 3 coatings exceed 25 years. Actual service life depends on the environment — inland locations achieve longer life than coastal or industrial sites. Proper pretreatment, adequate film thickness, and certified powder quality are essential for achieving these lifespans.
Ready to Start Your Project?
From one-off customs to 15,000-part production runs — get precise pricing in 24 hours.